Co je ocelové kování a jak tento proces funguje
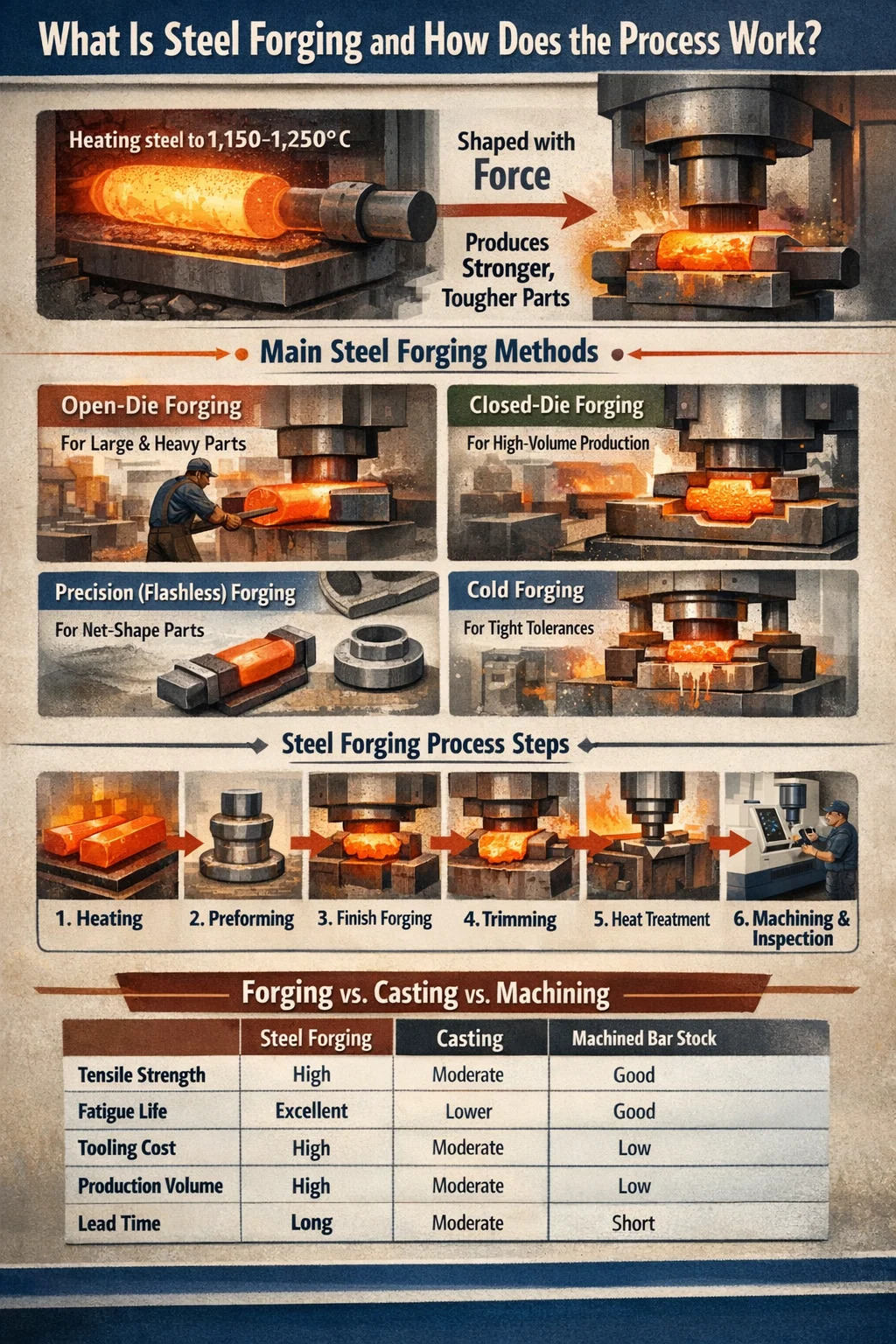
Ocelové kování je výrobní proces, ve kterém jsou plné ocelové předvalky nebo tyče tvarovány tlakovou silou – pomocí kladiv, lisů nebo zápustek – k výrobě dílů s vynikajícími mechanickými vlastnostmi ve srovnání s odlévanými nebo obráběnými alternativami. Výsledkem je struktura zrna, která kopíruje obrysy součásti a poskytuje pevnost v tahu obvykle o 20–40 % vyšší než ekvivalentní součásti z lité oceli. Pokud potřebujete díly, které zvládají únavu, náraz nebo cyklické zatížení – ojnice, klikové hřídele, příruby, ozubená kola – kování je obvykle nejspolehlivější cestou, jak toho dosáhnout.
V jádru tohoto procesu je zahřátí oceli na určitý teplotní rozsah (obvykle mezi 1 100 °C a 1 250 °C pro uhlíkové a legované oceli) a následné použití síly k plastické deformaci materiálu do požadovaného tvaru. Zvýšená teplota snižuje tokové napětí a zlepšuje tažnost, takže se kov snadněji tvaruje bez praskání. Po ochlazení je kovaná část podrobena následnému tepelnému zpracování, obrábění a kontrole před odesláním.
Kování oceli není jediná technika. Rozvětvuje se do několika odlišných metod, z nichž každá je vhodná pro různé geometrie, objemy a požadavky na toleranci. Pochopení toho, jak každá metoda funguje – a kde selhává – je výchozím bodem pro každého inženýra nebo kupujícího, který se snaží správně zavolat na projekt kování.
Hlavní metody kování oceli a kdy je použít
Každá metoda kování oceli produkuje díly s různými rozměrovými tolerancemi, stavem povrchu a náklady na nástroje. Nesprávná volba zvyšuje náklady, prodlužuje dodací lhůty nebo vede k dílům, které vyžadují nadměrné sekundární obrábění.
Otevřené kování
Volné kování (také nazývané volné kování nebo kovářské kování) používá ploché nebo jednoduché tvarované zápustky, které zcela neobepínají obrobek. Ocel je manipulována mezi matricemi prostřednictvím řady stlačení, natažení a rotace. Toto je metoda používaná pro velké hřídele, válce, prstence a ingoty – součásti, které mohou vážit od několika kilogramů do více než 200 tun.
Otevřené kování je vhodnou volbou, když velikost dílu překračuje kapacitu uzavřených zápustek nebo když je výrobní množství příliš malé na to, aby ospravedlnilo drahé nástroje. Rozměrové tolerance jsou širší (typicky ±3–6 mm), takže se následně očekává výrazné obrábění. Ocel jako nerezová ocel jako 4140, 4340 a 316 se tímto způsobem běžně zpracovává pro ropný a plynárenský průmysl, energetiku a průmysl těžkého zařízení.
Zápustkové kování (otiskové zápustkové kování)
Kování v uzavřené zápustce využívá přizpůsobenou sadu zápustek s dutinou opracovanou do přibližného tvaru hotové součásti. Zahřátý předvalek se umístí mezi matrice a působí se silou, dokud ocel zcela nevyplní dutinu, přičemž přebytečný materiál vytéká jako záblesk kolem dělicí čáry. Blesk se později ořízne.
Tato metoda poskytuje užší tolerance (typicky ±0,5–1,5 mm v závislosti na složitosti a velikosti součásti), lepší povrchovou úpravu a konzistentnější geometrii než práce s otevřeným lisováním. Náklady na nástroje jsou vysoké – kompletní sada zápustek pro středně složitý díl může stát 15 000 – 80 000 USD nebo více – takže kování v uzavřené zápustce má ekonomický smysl především pro střední až vysoké objemy výroby. Automobilové ojnice, náboje kol a tělesa ventilů jsou klasické aplikace.
Bezzábleskové (přesné) kování
Bezzábleskové kování eliminuje výron přesným řízením objemu předvalku a geometrie zápustky, takže materiál vyplní dutinu bez přetečení. Výsledkem je síťový nebo téměř síťový díl, který vyžaduje minimální obrábění po kování. Jsou dosažitelné tolerance až ±0,1–0,3 mm.
Tento proces vyžaduje přesnou přípravu sochorů a vyšší investice do nástrojů, ale úspora materiálu 10–20 % ve srovnání s konvenčním zápustkovým kováním je atraktivní pro velkosériovou výrobu složitých dílů jako jsou ozubená kola, kuželová kola a součásti zavěšení.
Kování válcováním
Válcovací kování prochází ohřátou ocelovou tyčí mezi dvěma válci s tvarovanými drážkami, čímž se zmenšuje její průřez a současně se prodlužuje. Obvykle se používá jako předtvarovací krok před kováním v uzavřené zápustce, ale používá se také jako konečný proces pro kuželové hřídele, listové pružiny a součásti kolejnic. Díky nepřetržitému charakteru procesu je vysoce účinný pro podlouhlé díly.
Rozrušené kování
Pěchové kování zvětšuje plochu průřezu ocelové tyče nebo tyče jejím stlačením podél její osy, zkrácením délky a zvětšením průměru v určité zóně. Tímto způsobem se vyrábějí šrouby, svorníky, ventily a přírubové hřídele. Vysokorychlostní pěchovací kovací stroje dokážou vyrobit tisíce dílů za hodinu, což z něj činí jednu z nejproduktivnějších metod kování pro spojovací prvky a podobný hardware.
Kování za studena
Na rozdíl od výše uvedených metod se kování za studena provádí při pokojové teplotě nebo její blízkosti. Ocel se během procesu deformuje, což ve skutečnosti zvyšuje tvrdost a pevnost povrchu. Tolerance jsou výjimečně těsné (±0,05–0,1 mm) a povrchová úprava je vynikající, což často eliminuje potřebu jakéhokoli soustružení nebo broušení. Kompromisem jsou vyšší požadované lisovací síly a omezení geometrie součásti a třídy oceli. Pro kování za studena jsou nejvhodnější nízkouhlíkové a středně uhlíkové oceli.
Krok za krokem: Jak se kování oceli provádí v praxi
Znalost procesních kroků je důležitá, ať už navrhujete díl pro kovatelnost nebo provádíte audit výroby dodavatele. Zde je ukázáno, jak probíhá standardní sekvence kování oceli s uzavřenou zápustkou od surového materiálu po hotový díl.
- Výběr materiálu a příprava předlitků: Vhodná třída oceli se vybírá na základě požadavků na mechanické vlastnosti hotové součásti. Mezi běžné třídy patří 1045 (středněuhlíkové, obecné průmyslové), 4140 (chrom-molybden, vysoká pevnost), 4340 (nikl-chrom-molybden, letecký průmysl) a nerez 17-4 PH (odolný proti korozi, vysoká pevnost). Tyčinka nebo předvalek se nařeže na vypočítaný objem – mírně naddimenzovaný, aby se zohlednily ztráty v důsledku vzplanutí a okují.
- Vytápění: Sochory jsou vkládány do plynové nebo indukční pece a přiváděny na cílovou kovací teplotu. U většiny uhlíkových a legovaných ocelí je to 1 150–1 250 °C. Rovnoměrnost teploty napříč průřezem sochoru je kritická – teplotní gradient vyšší než 50 °C může mít za následek praskání nebo neúplné vyplnění formy. Indukční ohřev je upřednostňován pro přesné řízení teploty a snížení tvorby vodního kamene.
- Odvápnění: Horká ocel vytváří během ohřevu vrstvu oxidů. Tato okuje se před kováním odstraní vysokotlakými vodními paprsky (typicky 100–200 bar) nebo prvním lehkým úderem do matrice, který okuje rozbije a zabrání jeho vtlačení do povrchu součásti, což způsobí povrchové vady.
- Předtvarování (je-li požadováno): Složité díly často vyžadují jeden nebo více předtvarovacích kroků k redistribuci kovové hmoty blíže konečnému tvaru před otiskem konečné formy. To snižuje opotřebení matrice a zlepšuje tok kovu při konečném úderu. Předtvarování se provádí v oddělených dutinách matrice na stejném lisu nebo kladivu.
- Dokončení kování: Předtvarovaný předvalek se přenese do dutiny konečné formy a udeří — buď kladivem (gravitační nebo parní kladivo poskytující opakované údery) nebo lisem (mechanický nebo hydraulický lis poskytující kontrolovaný jediný zdvih). Ocel zcela vyplní dutinu a záblesk se vytlačuje kolem dělicí čáry.
- Bleskové ořezávání: Ještě za tepla (nebo po vychladnutí u ostřihovacích lisů) se výkovek vloží do ořezávací zápustky a záblesk se vyrazí jedním tahem. U přesných dílů může být oříznutý výkovek znovu vyražen v kalibrační zápustce, dokud je ještě teplý, aby se opravilo případné odpružení a zlepšila se rozměrová přesnost.
- Tepelné zpracování: V závislosti na jakosti oceli a požadavcích na konečné mechanické vlastnosti procházejí kované díly normalizací, žíháním, kalením a popouštěním nebo rozpouštěcím ošetřením a stárnutím. Kalení a popouštění oceli 4140 například může přinést pevnost v tahu z 655 MPa (normalizované) na více než 1 000 MPa.
- Obrábění: Dokonce i výkovky téměř čistého tvaru obvykle vyžadují CNC soustružení, frézování, vrtání a broušení, aby se dosáhlo konečných rozměrových tolerancí, povrchové úpravy a prvků (závity, otvory, drážky pro pero), které nelze kovat přímo.
- Kontrola a testování: Hotové výkovky jsou kontrolovány rozměrově (CMM nebo ruční měření), vizuálně (povrchové trhliny, překrytí, švy) a často nedestruktivním testováním — magnetická kontrola částic (MPI) na povrchové vady, ultrazvukové testování (UT) na vnitřní dutinky. Mechanické testování na vzorcích ověřuje tvrdost, pevnost v tahu, rázovou houževnatost a únavové vlastnosti.
Druhy oceli běžně používané při kování a jejich vlastnosti
Výběr materiálu je nedílnou součástí procesu kování. Třída oceli určuje rozsah kovací teploty, životnost zápustky, požadovanou kapacitu lisu, tepelné zpracování po kování a nakonec výkon hotové součásti.
| Třída oceli | Rozsah teplot kování | Pevnost v tahu (Q&T) | Klíčové aplikace |
|---|---|---|---|
| AISI 1045 | 1 150–1 230 °C | ~570–700 MPa | Hřídele, ozubená kola, spojky |
| AISI 4140 | 1 100–1 230 °C | ~900–1 100 MPa | Příruby, objímky vrtáků, nápravy |
| AISI 4340 | 1 100–1 200 °C | ~1 000–1 500 MPa | Podvozek, klikové hřídele, letecký průmysl |
| Nerez AISI 316 | 1 149–1 260 °C | ~515–690 MPa | Ventily, armatury, námořní hardware |
| F51 Duplex SS | 1 050–1 150 °C | ~620–880 MPa | Podmořské komponenty, chemický závod |
| 17-4 PH Nerez | 1 040–1 150 °C | ~930–1 310 MPa | Letecký, lékařský, čerpací šachty |
Jedna praktická poznámka k výkovku z nerezové oceli: austenitické třídy jako 316 mají vyšší průtokové napětí než uhlíkové oceli, což znamená, že lis potřebuje větší kapacitu pro stejnou velikost součásti. Jsou také náchylnější k deformačnímu zpevnění, které může způsobit praskání, pokud opětovné zahřátí mezi průchody není provedeno správně. Duplexní třídy jsou ještě citlivější na teplotu – práce mimo úzké kovací okno může destabilizovat rovnováhu feritu a austenitu a snížit odolnost proti korozi.
Klíčová konstrukční pravidla pro kovatelné ocelové díly
Díly navržené bez ohledu na kování mají často mnohem vyšší náklady na výrobu nebo se jim nepodaří využít strukturální výhody procesu. Uplatněním těchto principů návrhu od začátku se vyhnete pozdějším nákladným přestavbám.
Úhly ponoru
Všechny svislé povrchy v zápustkovém výkovku potřebují úhel úkosu, aby mohl být díl vyhozen ze zápustky. Standardní tah pro ocelové výkovky je 5–7° na vnějších plochách a 7–10° na vnitřních plochách . Prvky s nulovým nebo negativním tahem vyžadují složitější nástroje s vyhazovacími kolíky nebo dělicími matricemi, což výrazně zvyšuje náklady.
Zaoblení a poloměry rohu
Ostré vnitřní rohy vytvářejí koncentrace napětí v zápustce i v hotové součásti. Praktickým výchozím bodem je minimální vnitřní poloměr zaoblení 3 mm, přičemž v silně zatížených zónách se upřednostňuje 6 mm nebo větší. Poloměry vnějšího rohu by měly být alespoň 1,5 mm. Díly se správným zaoblením vykazují až 3× zvýšení únavové životnosti ve srovnání s díly s ostrými přechody.
Umístění dělicí čáry
Dělicí čára je místo, kde se obě poloviny matrice setkávají. Mělo by být umístěno na největším průřezu součásti, aby se minimalizovala hloubka zápustky a vzplanutí. Rovná, plochá dělicí čára je nejjednodušší a nejlevnější varianta. Zakřivené nebo šikmé dělicí čáry zvyšují složitost nástrojů, ale mohou být nezbytné pro určité geometrie.
Variace tloušťky řezu
Velké změny v tloušťce průřezu v rámci stejné součásti vytvářejí nerovnoměrné proudění kovu během kování. Tenké části se plní rychleji a chladnou rychleji než tlusté, což vede k nedostatečnému vyplnění nebo praskání. Obecně platí, že poměr maximální a minimální tloušťky stěny u ocelového výkovku by neměl překročit 4:1 bez pečlivého návrhu předlisku pro předběžné rozdělení materiálu.
Orientace toku zrn
Jednou z nejvýznamnějších výhod ocelového kování oproti obrábění odléváním nebo tyčovým materiálem je schopnost vyrovnat tok zrna s nejvyšším směrem namáhání v provozu. Ojnice kovaná s podélným tokem zrna podél osy tyče má mnohem lepší odolnost proti únavě než ojnice obráběná z tyčového materiálu, kde zrno probíhá napříč kritickými úseky. Navrhněte součást tak, aby byla osa primárního zatížení zarovnána s hlavním směrem kování.
Kování oceli vs. odlévání vs. obrábění z tyčového materiálu
Inženýři často při výběru výrobní cesty pro konstrukční ocelové díly stojí před volbou mezi kováním, odléváním a obráběním. Každá metoda má odlišný výkonnostní a nákladový profil.
| Kritérium | Ocelové kování | Casting | Obráběná tyčová pažba |
|---|---|---|---|
| Pevnost v tahu | Vysoká (rafinovaná zrna) | Střední (riziko pórovitosti) | Dobré (závisí na třídě) |
| Únavový život | Výborně | Nižší (vnitřní vady) | Dobré, pokud je zrno zarovnané |
| Geometrická složitost | Mírný | Vysoká | Vysoká (CNC) |
| Náklady na nástroje | Vysoká (dies) | Mírný (patterns/molds) | Nízká až žádná |
| Jednotkové náklady při vysokém objemu | Nízká | Nízká to moderate | Vysoká (material waste) |
| Vnitřní vady | Minimální (prázdné prostory uzavřeny) | Možné (smršťování, poréznost) | Záleží na kvalitě baru |
| Dodací lhůta (prototyp) | Dlouhá (výroba matric) | Mírný | Krátký |
Rozhodnutí obvykle závisí na třech faktorech: roční objem výroby, požadovaný mechanický výkon a složitost dílů. U dílů se složitými vnitřními průchody nebo zářezy často vítězí odlévání pouze na geometrii. U velkoobjemových konstrukčních dílů v automobilovém, leteckém nebo ropném a plynárenském průmyslu téměř vždy vítězí kování, pokud jde o výkon a cenu životního cyklu. Obrábění z tyčového materiálu má největší smysl u prototypů, velmi malých sérií nebo dílů, které jsou jednoduše příliš malé na to, aby se daly ekonomicky kovit.
Běžné vady kování oceli a jak jim předcházet
I při správných parametrech procesu mohou ocelové výkovky vyvinout vady, které ohrožují strukturální integritu. Vědět, co způsobuje jednotlivé defekty a jak je včas zachytit, předchází nákladným poruchám v terénu.
Laps and Folds
Překryvy se tvoří, když je povrchová vráska nebo přesah přehnut zpět a zakután do povrchu součásti bez lepení. Objevují se jako lineární povrchové vady, které obvykle probíhají rovnoběžně s dělicí čárou. Hlavní příčinou je obvykle nesprávný tvar předlisku, nadměrné ošlehání nebo špatná distribuce toku kovu v matrici. Magnetická inspekce částic spolehlivě detekuje přesahy na povrchu. Prevence vyžaduje správný návrh předlisku a optimalizaci dutiny zápustky.
Nedoplnění
Nedoplnění znamená, že dutina zápustky nebyla během kování zcela vyplněna ocelí, takže na povrchu součásti zůstaly mělké prohlubně. Mezi příčiny patří nedostatečná hmotnost předvalku, příliš nízká teplota kování, nadměrné otryskávání, které uvolňuje materiál dříve, než se dutina naplní, nebo nedostatečná kapacita lisu. Rozměrová kontrola ve většině případů zachytí nedoplnění, ale lépe se zachytí v prvním výrobním cyklu s dělením vzorků.
Praskání
Povrchové trhliny vznikají, když je ocel kována při příliš nízké teplotě (pod rozsahem přechodu z tvárnosti ke křehkosti), když je rychlost deformace příliš vysoká, nebo když má ocel nadměrný obsah síry nebo fosforu podporujícího zkrat za tepla. Vnitřní trhliny (praskliny) vznikají, když se v jádře během kování vyvinou tahová napětí, často v těžkých úsecích. Udržování kovací teploty nad 1 050 °C u většiny legovaných ocelí a vyhýbání se nadměrné redukci na průchod zabraňuje většině defektů praskání.
Dekarbonizace
Dlouhodobé vystavení vzduchu při vysokých teplotách způsobuje, že uhlík difunduje z povrchové vrstvy oceli a vytváří měkkou zónu s nízkým obsahem uhlíku, která snižuje tvrdost a odolnost proti únavě. Hloubka oduhličení 0,3–0,8 mm není u dílů ohřívaných v plamenných pecích neobvyklá. Použití pecí s řízenou atmosférou nebo indukčního ohřevu výrazně snižuje oduhličení a obrábění postižené vrstvy je standardní sanace, pokud k ní dojde.
Die Shift
K posunu zápustky dochází, když jsou horní a spodní poloviny zápustky během kování nesprávně zarovnány a vzniká součást, která je posunuta na dělicí čáře. I posun o 0,5 mm může způsobit selhání rozměrové kontroly součásti. Pravidelné kontroly vyrovnání matrice a správná údržba umístění klíče předchází této vadě ve výrobě.
Odvětví, která se spoléhají na kování oceli a proč
Poptávka po kování oceli je řízena průmyslovými odvětvími, kde strukturální selhání není řešením. Pochopení toho, kde a proč je specifikováno kování, pomáhá kupujícím zdůvodnit investice do nástrojů a pomáhá inženýrům, aby argumentovali pro kování oproti konkurenčním procesům.
- Automobilový průmysl: Ojnice, klikové hřídele, čepy řízení, náboje kol, vačkové hřídele a ozubená kola převodovky jsou téměř univerzálně kované. Typický osobní automobil obsahuje 35–45 kg kovaných ocelových dílů. Odolnost kované oceli proti únavě a nárazu je důvodem, proč se tyto součásti kritické z hlediska bezpečnosti neodlévají.
- Ropa a plyn: Vrtací korunky, vrtací objímky, komponenty BOP, těla ventilů, příruby (ANSI/ASME B16.5) a podmořské konektory vyžadují kování, aby vydržely extrémní tlaky ve vývrtu (až 15 000 psi pracovní tlak v některých aplikacích) a korozivní prostředí. Normy ASME/ANSI a API nařizují kování mnoha těchto komponent.
- Letectví: Vzpěry podvozku, kování pro uchycení křídel, uložení motoru a kotouče turbíny jsou kované z vysoce pevných legovaných ocelí a superslitin. Přísné požadavky leteckého průmyslu na sledovatelnost, certifikované zprávy o zkouškách materiálů a nedestruktivní testování činí z kování výchozí volbu pro konstrukční součásti draku.
- Výroba energie: Rotory parních turbín, hřídele generátorů a hlavy tlakových nádob v jaderných a konvenčních elektrárnách patří k největším vyráběným výkovkům — jednotlivé volné výkovky mohou vážit 150–300 tun. Integrita materiálu požadovaná pro součásti pracující při kombinovaném tepelném a mechanickém namáhání po dobu 30–60 let je dosažitelná pouze řízeným kováním a tepelným zpracováním.
- Těžební a stavební zařízení: Spoje buldozerových pásů, čepy lopaty rypadla, kladiva drtiče kamene a vrtací tyče jsou vystaveny silnému nárazu a abrazivnímu opotřebení. Výkovky z vysoce manganové a nízkolegované oceli odolávají za těchto podmínek deformaci a lomu mnohem lépe než lité alternativy.
- Obrana: Dělostřelecké projektily, průbojné penetrátory, komponenty tankových pásů a hlavně děl jsou kované tak, aby splňovaly vojenské specifikace vyžadující specifickou tvrdost, houževnatost a rozměrovou konzistenci, které nelze dosáhnout jinými procesy.
Normy kvality a certifikace pro ocelové výkovky
Nákup ocelových výkovků bez odkazu na platné normy nechává kupující vystaveny variabilitě kvality a neshodným dílům. Před napsáním objednávky je vhodné znát hlavní standardy upravující kvalitu ocelového výkovku.
- ASTM A668 / A668M: Standardní specifikace pro výkovky z uhlíkové a legované oceli pro všeobecné průmyslové použití. Pokrývá osm tříd s požadavky na mechanické vlastnosti od pevnosti v tahu 485 MPa (třída D) až do 830 MPa (třída L).
- ASTM A182: Pokrývá kované nebo válcované příruby potrubí ze slitiny a nerezové oceli, kované armatury a ventily pro vysokoteplotní provoz. Široce odkazováno ve specifikacích zpracování ropy a plynu a chemických látek.
- ASTM A105: Standard pro výkovky z uhlíkové oceli pro potrubní aplikace při okolních a vyšších teplotách. Toto je jedna z nejčastěji volaných specifikací pro příruby a tvarovky v průmyslových potrubních systémech.
- API 6A / 6D: Standardy American Petroleum Institute pro zařízení ústí vrtu a vánočního stromku (6A) a potrubní ventily (6D). Tyto normy definují třídy materiálů, požadavky na zkoušky a dokumentaci sledovatelnosti kovaných součástí používaných v uhlovodíkovém provozu.
- AMS (Specifikace leteckého materiálu): Normy SAE AMS jako AMS 2750 (pyrometrie pro tepelné zpracování) a třídy AMS specifické pro materiál (např. AMS 6414 pro ocel 4340) upravují výkovky pro letectví a kosmonautiku. Shoda vyžaduje zdokumentovanou kalibraci pece, protokoly o certifikované zkoušce materiálu a první kontrolu výrobku.
- ISO 9001 / IATF 16949: Certifikace systému managementu kvality pro všeobecné průmyslové (ISO 9001) a automobilové (IATF 16949) dodavatele kování. Tyto certifikace naznačují, že dodavatel provozuje dokumentovaný systém kvality, ale samy o sobě nezaručují shodu produktu se specifickými mechanickými specifikacemi.
S každou dodávkou výkovku si vždy vyžádejte protokoly o zkouškách materiálu (MTR), protokoly o rozměrových kontrolách a protokoly NDE. U kritických aplikací je standardním postupem při zadávání zakázek v letectví a kosmonautice testování svědků v kovárně.
Často kladené otázky o kování oceli
Jaké je minimální objednací množství pro ocelové výkovky s uzavřenou zápustkou?
Většina zápustkových kováren nastavuje minimální objednací množství (MOQ) na 100–500 kusů pro projekty nových nástrojů, i když se to liší podle velikosti dílu a složitosti. U malých, jednoduchých dílů budou některé obchody uvažovat o zkušebních 50 kusech. Hlavním omezením jsou vysoké náklady na nástroje – náklady na zápustky rozdělené na méně dílů výrazně zvyšují náklady na jednotku. Otevřené výkovky nemají žádné praktické minimum MOQ, protože nejsou vyžadovány žádné vlastní nástroje.
Jak dlouho trvá výroba ocelových výkovků?
U výkovků s uzavřenou zápustkou s novými nástroji jsou dodací lhůty obvykle 10–16 týdnů: 4–6 týdnů pro návrh a výrobu zápustek, 1–2 týdny pro zkoušky kování prvního předmětu a 2–4 týdny pro tepelné zpracování a obrábění výrobních dílů. Volné výkovky velkých dílů mohou trvat 8–20 týdnů v závislosti na kapacitě kovárny a dostupnosti ocelových předvalků. Opakované objednávky ze stávajících matric jsou obvykle 4–8 týdnů.
Lze nerezovou ocel kovat pomocí stejného zařízení jako uhlíkovou ocel?
Ano, používají se stejná kladiva a lisy, ale nerezová ocel – zejména austenitické třídy – vyžaduje vyšší kovací síly než uhlíková ocel při ekvivalentních teplotách kvůli jejímu vyššímu namáhání při toku. Lis určený pro konkrétní velikost dílu z uhlíkové oceli může vyžadovat snížení hodnocení nebo rozdělení dílu na menší operace při přechodu na nerez. Životnost zápustky je také typicky kratší při kování nerezové oceli v důsledku vyšších tlaků na rozhraní a abrazivních oxidů.
Liší se kování za tepla od kování za tepla?
Ano. Kování za tepla se provádí v teplotním rozsahu mezi kováním za studena a kováním za tepla – typicky 650–950 °C pro ocel. Při těchto teplotách je tokové napětí nižší než při pokojové teplotě (což usnadňuje tváření), ale ocel netvoří těžké oxidové okují, které lze vidět při kování za tepla. Výsledkem je lepší povrchová úprava a užší tolerance než kování za tepla, s nižšími lisovacími silami než kování za studena. Kování za tepla se používá u dílů se střední složitostí, kde je důležitá kvalita povrchu, ale síly pro kování za studena by byly neprakticky vysoké.
Jak správně specifikuji výkovek na výkresu?
Úplná specifikace výkovku na výkresu by měla obsahovat: jakost oceli (označení ASTM, AISI nebo AMS), podmínky tepelného zpracování a požadovanou tvrdost nebo pevnost v tahu/mezi kluzu, požadavky na úhel úkosu, minimální zaoblení a poloměry rohů, povrchovou úpravu (hodnota Ra) pro kované povrchy, přípustné prodloužení záblesku na dělící lince, požadované metody protokolu NDE (MPI, UT a příslušné požadavky na materiál) a kritéria přejímky. Odkaz na příslušnou normu ASTM (např. ASTM A668, třída F) čistě spojuje všechny požadavky na materiál a testování.