Ocelové kování je jedním z nejstarších a nejspolehlivějších kovoobráběcích procesů ve výrobě. Krátká odpověď na to, jaké druhy kovací oceli existují: uhlíková ocel, legovaná ocel, nerezová ocel, nástrojová ocel a mikrolegovaná ocel je pět základních kategorií používaných v průmyslovém kování oceli. Každý typ splňuje odlišné mechanické a ekologické požadavky a výběr špatného typu může vést k předčasnému selhání, bezpečnostním rizikům nebo zbytečnému překročení nákladů.
Toto rozdělení pokrývá každou kategorii do hloubky – čím se liší, kde fungují nejlépe a jak ve skutečnosti vypadají čísla, když porovnáte mez kluzu, tvrdost a rozsah použití.
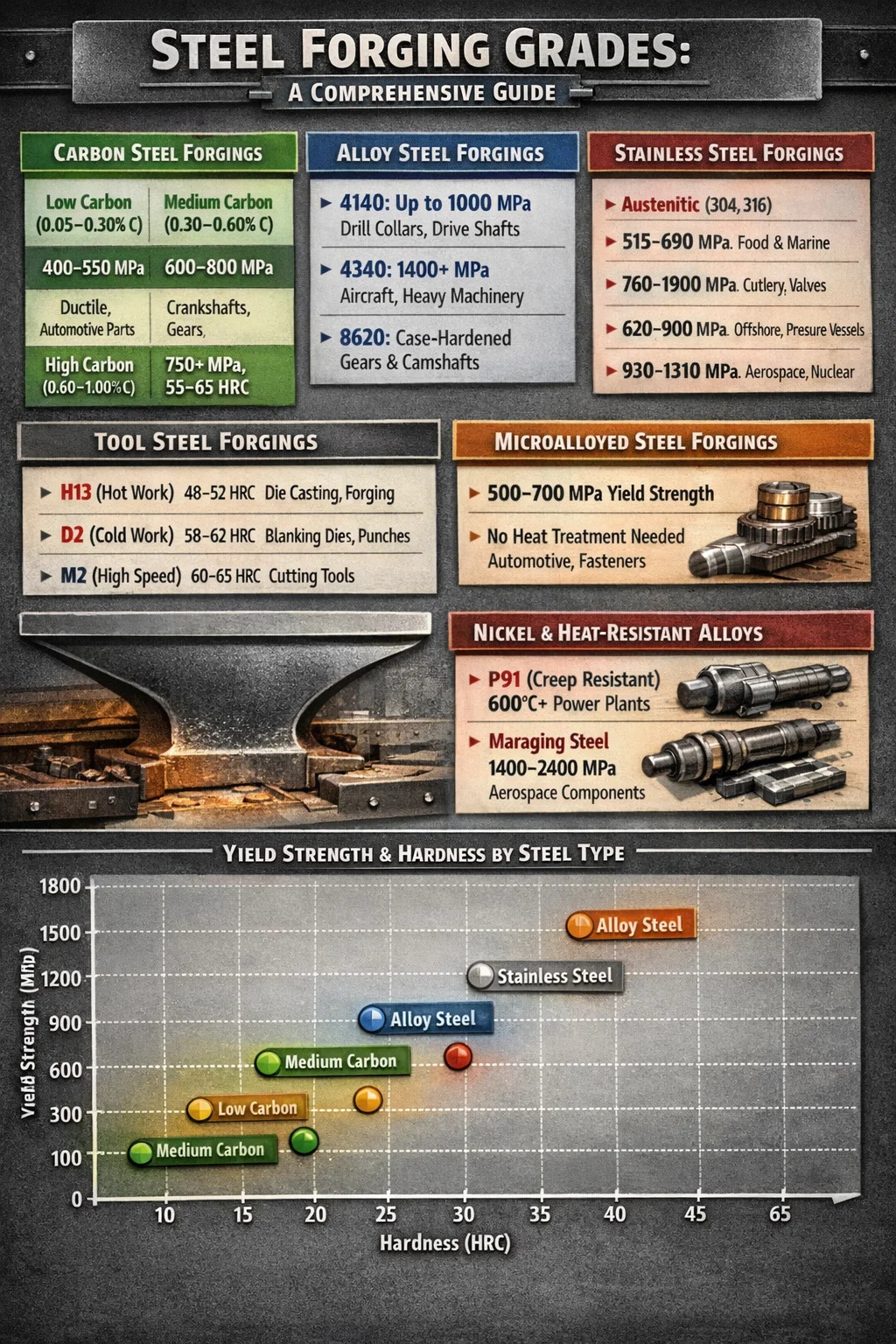
Výkovky z uhlíkové oceli: Průmyslový dříč
Uhlíková ocel představuje většinu veškeré produkce ocelových výkovků na celém světě. Je klasifikován do tří podskupin na základě obsahu uhlíku a toto procento uhlíku má přímý a měřitelný vliv na pevnost, tvrdost a tažnost.
Nízkouhlíková ocel (0,05 % – 0,30 % C)
Výkovky z nízkouhlíkové oceli jsou vysoce tažné a snadno tvarovatelné. Pevnost v tahu se typicky pohybuje od 400 do 550 MPa. Tyto výkovky se běžně používají pro konstrukční součásti, díly karoserie automobilů a šrouby pro všeobecné použití. Nereagují dobře na tepelné zpracování pro kalení, ale jsou snadno svařitelné a obrobitelné.
Středně uhlíková ocel (0,30 % – 0,60 % C)
Toto je nejrozšířenější kovaná řada. Střední třídy uhlíku jako AISI 1040 a AISI 1045 nabízejí silnou rovnováhu mezi pevností a houževnatostí. Tepelné zpracování může posunout mez kluzu nad 600 MPa. Aplikace zahrnují klikové hřídele, ojnice, nápravy, ozubená kola a železniční komponenty. AISI 1045 je pravděpodobně nejběžněji specifikovanou jakostí středně uhlíkové oceli pro výkovky ve všeobecném strojírenství.
Ocel s vysokým obsahem uhlíku (0,60 % – 1,00 % C)
Výkovky s vysokým obsahem uhlíku poskytují vynikající tvrdost a odolnost proti opotřebení, ale jsou křehčí a obtížněji se s nimi pracuje. Používají se na pružiny, řezné nástroje, ocelová lana a kolejnicové oceli. Hodnoty tvrdosti běžně dosahují 55–65 HRC po vhodném tepelném zpracování, což je činí nevhodnými pro aplikace s vysokou rázovou zátěží bez pečlivého posouzení návrhu.
Výkovky z legované oceli: Vylepšený výkon díky chemii
Výkovky z legované oceli obsahují záměrné přísady chrómu, molybdenu, niklu, vanadu nebo manganu nad množství, která se nacházejí v uhlíkové oceli. Tyto přísady modifikují prokalitelnost, houževnatost při zvýšených teplotách a odolnost proti únavě a korozi. Celkový obsah legujících prvků je typicky mezi 1 % a 5 %.
Mezi nejběžněji používané třídy kování legované oceli patří:
- 4140 (Cr-Mo ocel): Pevnost v tahu do 1000 MPa v kaleném a popouštěném stavu. Používá se v objímkách pro ropné a plynové vrtáky, součástech obrany a hnacích hřídelích automobilů.
- 4340 (Ni-Cr-Mo ocel): Jedna z nejpevnějších běžně používaných legovaných ocelí s pevností v tahu přesahující 1400 MPa dosažitelnou tepelným zpracováním. Nachází se v podvozcích letadel, vysoce výkonných klikových hřídelích a vysoce výkonných hřídelích náprav.
- 8620: Třída povrchového kalení oblíbená pro ozubená kola a vačkové hřídele, kde je současně potřeba houževnaté jádro a tvrdý povrch.
- EN36 a EN24: Běžné v britských/evropských specifikacích pro těžké strojírenské výkovky, jako jsou hřídele turbín a součásti jaderných elektráren.
Výhodou kování legované oceli oproti uhlíkové oceli je hloubka prokalitelnosti. 4140 bar o průměru 100 mm může být prokaleno do jednotné mikrostruktury, zatímco obyčejná uhlíková ocel stejného průměru by vykazovala výrazný pokles tvrdosti od povrchu k jádru.
Výkovky z nerezové oceli: Odolnost proti korozi při mechanickém zatížení
Výkovky z nerezové oceli obsahují minimálně 10,5 % hmotnosti chromu, který tvoří pasivní oxidovou vrstvu, která odolává oxidaci a korozi. Proces kování zušlechťuje strukturu zrna nerezové oceli způsobem, který se odléváním nemůže replikovat, a vyrábí součásti s vynikající únavovou pevností a rázovou houževnatostí.
Hlavní skupiny používané při kování z nerezové oceli jsou:
| Rodina | Společné známky | Typická pevnost v tahu | Klíčová aplikace |
|---|---|---|---|
| austenitické | 304, 316, 321 | 515–690 MPa | Chemické zpracování, potravinářská zařízení, námořní |
| Martenzitické | 410, 420, 440 °C | 760–1900 MPa | Příbory, ventily, hřídele pump, chirurgické nástroje |
| Duplex | 2205, 2507 | 620–900 MPa | Pobřežní ropa, odsolování, tlakové nádoby |
| Vytvrzené srážky | 17-4 PH, 15-5 PH | 930–1310 MPa | Letecké, jaderné, vysoce výkonné ventily |
Výkovek z nerezové oceli 316L je dominantní zejména ve farmaceutickém a potravinářském průmyslu, protože nízký obsah uhlíku minimalizuje riziko senzibilizace během svařování a přídavek molybdenu (2–3 %) výrazně zlepšuje odolnost proti důlkové korozi v chloridových prostředích. Duplexní třída 2205 nabízí zhruba dvojnásobnou mez kluzu než 316L, při minimu přibližně 450 MPa, což umožňuje konstrukci tenčích stěn a nižší hmotnost součástí bez kompromisů v životnosti.
Výkovky z nástrojové oceli: Extrémní tvrdost pro tváření a řezání
Nástrojové oceli jsou speciálně navrženy tak, aby si zachovaly svou tvrdost a tvar při extrémním mechanickém namáhání, otěru a teplu. Když jsou nástrojové oceli vyrobeny kovacím procesem, vyvinou rafinovanou, stejnoměrnou strukturu zrna, která výrazně přetrvává u litých nebo válcovaných alternativ v náročných nástrojových aplikacích.
Výkovky z nástrojové oceli jsou seskupeny podle klasifikačního systému AISI:
- H-série (ocel pro práci za tepla): Typy jako H13 a H11 jsou formulovány tak, aby odolávaly měknutí při teplotách nad 500 °C. H13 je celosvětový standard pro zápustky pro tlakové lití, vytlačovací nástroje a samotné zápustky pro kování za tepla. Dosahuje 48–52 HRC po tepelném zpracování při zachování dostatečné houževnatosti, aby přežilo opakované tepelné cyklování.
- D-série (Cold Work, High Chromium): D2 obsahuje přibližně 12 % chrómu a 1,5 % uhlíku, což mu dává výjimečnou odolnost proti opotřebení při pokojové teplotě. Používá se pro vysekávací nástroje, tvářecí nástroje a razníky, kde je kritická rozměrová přesnost při velmi vysokých výrobních sériích.
- M-série (rychlořezná ocel): M2 a M42 si zachovávají svou řeznou hranu při teplotách, kdy by nástroje z uhlíkové oceli ztratily veškerou tvrdost. Kombinace wolframu, molybdenu a kobaltu dává M42 výhodu tvrdosti za tepla, díky které je nenahraditelný ve vrtácích, závitnících, frézách a protahovačkách.
- P-série (Mold Steel): P20, navržený pro vstřikovací formy na plasty, je jednou z nejpoužívanějších kovaných formovacích ocelí. Obvykle se dodává v předkaleném stavu na 28–34 HRC, což eliminuje potřebu tepelného zpracování po obrábění.
Kování nástrojových ocelí vyžaduje přesnou kontrolu teploty. H13, například, musí být kován mezi 1010°C a 1150°C a musí být po kování pomalu ochlazen, aby nedošlo k prasknutí. Nesprávný postup kování zavádí zbytkové napětí a hrubé karbidové sítě, které dramaticky snižují houževnatost.
Výkovky z mikrolegované oceli: Účinnost tvaru téměř čistého bez tepelného zpracování
Mikrolegované oceli – v kontextu kování nazývané také HSLA (High Strength Low Alloy) oceli – představují moderní technické řešení, které kombinuje tvařitelnost uhlíkové oceli s úrovněmi pevnosti, které dříve vyžadovaly legovanou ocel a tepelné zpracování po kování. Klíčovými přísadami jsou vanad (0,05–0,15 %), niob (0,02–0,05 %) a titan ve velmi malých množstvích, které se během řízeného chlazení vysrážejí jako jemné karbidy a nitridy.
Hlavní komerční výhodou je, že výkovky z mikrolegované oceli mohou dosáhnout meze kluzu 500–700 MPa bez kalení a popouštění, což eliminuje hlavní náklady a časový krok ve výrobním cyklu. Výrobci automobilů široce přijali mikroslitiny pro ojnice, klikové hřídele a čepy řízení přesně z tohoto důvodu.
Mezi běžné mikrolegované třídy výkovků patří 38MnVS6, 46MnVS3 a SAE 1548V. Tyto jakosti jsou navrženy tak, aby kovací operace a následné řízené chlazení vzduchem dosáhly konečných mechanických vlastností v jediném tepelném cyklu a nahradily dvě samostatné pece. U velkoobjemového automobilového kování to znamená úsporu energie až 30 % na díl ve srovnání s metodami kalení a temperování.
Jedním omezením je, že mikrolegované oceli mají užší procesní okna než běžné legované oceli. Teplota dokončovacího kování musí být pečlivě kontrolována – obvykle mezi 900 °C a 1050 °C – aby bylo zajištěno správné vytvrzování precipitací během chlazení. Jakákoli odchylka od cílové mikrostruktury má za následek nepředvídatelné mechanické vlastnosti a potenciální vyřazení celých výkovků.
Ocelové výkovky na bázi niklu a žáruvzdorné oceli pro extrémní prostředí
Kromě standardních klasifikací existuje specializovaná kategorie tepelně odolných ocelových výkovků s obsahem niklu pro aplikace, kde provozní teploty překračují to, co snesou běžné legované oceli. Patří mezi ně jakosti odolné proti tečení pro výrobu energie a kotouče leteckých turbín, stejně jako vysokopevnostní oceli pro konstrukční aplikace s ultra vysokou pevností.
Výkovky z oceli odolné proti tečení
Typy jako P91 (9Cr-1Mo-V) a P92 jsou široce používány v kovaných sběračích páry, tělesech ventilů a skříních turbín v uhelných a plynových elektrárnách provozovaných při teplotách nad 600 °C. Výkovky P91 jsou navrženy tak, aby odolávaly tečení – pomalé, časově závislé deformaci při trvalém zatížení při vysoké teplotě – s minimální životností při tečení 100 000 hodin za provozních podmínek. Jejich obsah chrómu také poskytuje odolnost proti oxidaci, které se obyčejná uhlíková ocel nemůže vyrovnat nad 450 °C.
Maraging Steels
Martenzitické oceli obsahují 18 % niklu a velmi nízký obsah uhlíku, což je způsobeno jejich extrémní pevností — jsou dosažitelné meze kluzu od 1400 do více než 2400 MPa — ze srážení intermetalických sloučenin během tepelného zpracování stárnutí. Kované ocelové součásti s vysokou pevností se používají ve skříních leteckých raketových motorů, leteckých aretačních zařízeních a nástrojích s ultra vysokou pevností. Navzdory své pevnosti zůstávají přiměřeně houževnaté a lze je obrábět před stárnutím, zatímco jsou stále v relativně měkkém stavu.
Jak proces kování oceli ovlivňuje vlastnosti materiálu podle typu oceli
Samotný proces kování – ať už otevřená zápustka, uzavřená zápustka, prstencové válcování nebo izotermické kování – interaguje s každým typem oceli odlišně. Pochopení těchto interakcí pomáhá vysvětlit, proč nelze oddělit výběr materiálu a výběr procesu.
U uzavřeného zápustkového ocelového výkovku jsou na uzavřený předvalek aplikovány vysoké deformační síly, čímž vznikají díly téměř čistého tvaru s kontinuálním tokem zrna, který sleduje geometrii součásti. Tento tok zrna je zodpovědný za výhodu odolnosti proti únavě a rázu, kterou výkovky drží nad obrobeným tyčovým materiálem nebo odlitky. Ojnice obrobená z tyčového materiálu přerušuje tok zrna na každém obrobeném povrchu; kovaná ojnice udržuje nepřerušenou kontinuitu zrna od konce ke konci.
Rozsah kovací teploty se mezi typy oceli výrazně liší:
- Uhlíkové a nízkolegované oceli: typicky 1100 °C – 1250 °C pro kování za tepla
- Nerezové oceli (austenitické): 1100 °C – 1200 °C, s pomalejším chlazením, aby se zabránilo senzibilizaci
- Nástrojové oceli: 1010°C – 1150°C s povinným pomalým chlazením v peci nebo izolačním médiu
- Martenzitické oceli: 1100°C – 1200°C, stárnoucí po kování při 480°C po dobu 3–6 hodin
- Duplexní nerez: 1100°C – 1180°C s následným ochlazením vodou pro udržení fázové rovnováhy
Kování za tepla – prováděné mezi zhruba 650 °C a 950 °C – získává na síle u středně uhlíkových ocelí a mikrolegovaných jakostí, kde jsou vyžadovány užší rozměrové tolerance, než jakých může dosáhnout kování za tepla, bez velkých požadavků na lisovací sílu při kování za studena. Kování za studena oceli, typicky vyhrazené pro nízkouhlíkové třídy, dosahuje nejlepší povrchové úpravy a rozměrové přesnosti, ale vyžaduje podstatně vyšší kovací tlaky.
Výběr správného stupně kování oceli: Praktický rámec
Výběr správné třídy kovací oceli vyžaduje vyvážení několika konkurenčních faktorů. Žádná jednotlivá třída neoptimalizuje všechny vlastnosti současně. Následující rámec zachycuje rozhodovací proměnné, které jsou nejvíce relevantní pro průmyslové aplikace:
- Mechanické požadavky: Definujte minimální mez kluzu, tvrdost, energii nárazu (Charpyho hodnoty) a únavovou životnost. Tím se kategorie okamžitě zužuje — pokud potřebujete mez kluzu 1200 MPa, uhlíková ocel odpadá; pokud je 400 MPa dostačujících, legovaná ocel je zbytečnými náklady.
- Expozice prostředí: Chloridové prostředí eliminuje většinu uhlíkových a nízkolegovaných ocelí, pokud nejsou opatřeny povlakem. Zvýšená provozní teplota vylučuje uhlíkovou ocel nad přibližně 400 °C a vyžaduje chromované třídy odolné proti tečení.
- Velikost řezu a prokalitelnost: Výkovky s velkým průřezem (průměr nad 100 mm) v kritickém provozu vyžadují třídy legované oceli s dostatečnou prokalitelností, aby se dosáhlo jednotných vlastností v průřezu. Uhlíková ocel bude mít tvrdé pouzdro a měkké jádro v tlustých částech.
- Obrobitelnost a následné zpracování: Pokud po kování následuje rozsáhlé obrábění, třídy s přidanou sírou pro vlastnosti volného obrábění zkracují dobu cyklu, i když při určité oběti na příčné houževnatosti.
- Objem a cena: Pro velmi vysoké objemy výroby nabízejí mikrolegované třídy, které eliminují tepelné zpracování po kování, významné snížení nákladů. U malosériových speciálních dílů jsou náklady na tepelné zpracování menším zlomkem celkových nákladů na díl, takže vysoce výkonné třídy slitin jsou schůdnější.
V praxi se většina inženýrů řídí platnými konstrukčními předpisy, jako jsou ASME, EN 10250 nebo ASTM A668, které specifikují přípustné materiály pro konkrétní kategorie služeb. Tyto kódy zužují výběr na krátký seznam kvalifikovaných jakostí ocelového výkovku, které byly ověřeny pro příslušné provozní podmínky desetiletími zkušeností v terénu a standardizovaným testováním.
Průmyslově specifické použití jakosti kování oceli
Různé sektory se sblížily k preferovaným ocelovým kovacím materiálům na základě desítek let údajů o výkonu a regulačních požadavků. Pochopení těchto průmyslových norem poskytuje praktický výchozí bod pro práci na specifikaci.
Automobilová kovací ocel
Automobilový sektor celosvětově spotřebuje největší objem ocelových výkovků. Klikové hřídele u osobních automobilů jsou převážně vykovány ze středně uhlíkových mikrolegovaných ocelí (38MnVS6) nebo 1045 kalené a temperované oceli. Klikové hřídele těžkých nákladních vozidel používají oceli 4340 nebo podobné slitiny nikl-chrom-molybdenové oceli pro jejich vynikající únavové vlastnosti při vyšších specifických výkonech. Ojnice se podstatně posunuly k konstrukcím s lomem děleným lomem s použitím vysoce uhlíkové oceli C70S6, která umožňuje odlomení uzávěru po kování a následné opětovné sestavení s mimořádnou přesností — eliminace obráběcích operací a snížení výrobních nákladů ojnice přibližně o 15–20 % ve srovnání s tradičním frézováním a broušením.
Ocelové výkovky z ropy a zemního plynu
Kyselé provozní prostředí – kde je přítomen sirovodík – klade na kovací ocel obzvláště přísné požadavky. NACE MR0175/ISO 15156 řídí výběr materiálu pro kyselé provozy a omezuje tvrdost na maximum 22 HRC pro většinu uhlíkových a nízkolegovaných ocelí, aby se zabránilo praskání sulfidovým napětím. F22 (2,25Cr-1Mo) a F5 (5Cr-0,5Mo) jsou standardní třídy výkovků ze slitiny pro tělesa ventilů a příruby ve vysokoteplotních, vysokotlakých aplikacích u ústí vrtů a potrubí.
Letecké ocelové výkovky
Součásti podvozku patří mezi konstrukčně nejnáročnější vyrobené ocelové výkovky. Ocel 300M (upravená 4340 s přísadami křemíku a vanadu) je převládajícím materiálem podvozku, dosahující pevnosti v tahu 1930 MPa nebo vyšší. AerMet 100 a další ultravysokopevnostní oceli zvyšují pevnost v tahu nad 1965 MPa a zároveň zlepšují lomovou houževnatost ve srovnání s dřívějšími vysokopevnostními třídami. Každé kování pro letectví a kosmonautiku podléhá 100% ultrazvukovému testování a často kontrole magnetických částic, přičemž je vyžadována sledovatelnost tavného tepla a množství výkovku.
Výroba energie a jaderné výkovky
Velké výkovky turbínových rotorů váží 5 až 200 tun a jsou vyráběny z nízkolegovaných ocelí, jako je 26NiCrMoV11-5 nebo 30CrMoNiV5-11. Tyto výkovky vyžadují přísně kontrolované hladiny síry a fosforu (typicky pod 0,005 % každý), aby byla zajištěna vysoká rázová houževnatost při provozní teplotě turbíny. Výkovky pro tlakové nádoby jaderného reaktoru používají A508 Grade 3 (ekvivalentní 20MnMoNi4-5 v evropských normách), jakost s dlouhou historií regulačních validací a rozsáhlou dokumentací Charpyho a lomové houževnatosti vyžadovanou předpisy pro jadernou bezpečnost.
Normy kvality a testování ocelových výkovků
Bez ohledu na jakost výkovku oceli se zajištění kvality řídí konzistentním vzorem, který se řídí mezinárodními normami. Mezi nejvíce zmiňované normy pro ocelové výkovky patří ASTM A668 (výkovky z obecné legované oceli), ASTM A182 (příruby a tvarovky z legované oceli), EN 10250 (volné ocelové výkovky pro všeobecné strojírenství) a API 6A (zařízení ústí vrtu a vánočního stromku).
Standardní kontroly kvality kovaných ocelových součástí zahrnují:
- Mechanické testování: Tah, průtažnost, prodloužení, zmenšení plochy a Charpyho náraz (při specifikovaných teplotách až -196 °C v některých kryogenních aplikacích)
- Ověření tvrdosti: Tvrdost podle Brinella (HBW) se kontroluje na reprezentativních průřezech a někdy se tvrdost přechází, aby se potvrdilo prokalení
- Ultrazvukové testování (UT): 100% volumetrická kontrola na podpovrchové vady, s kritérii přijatelnosti odkazujícími na ekvivalentní velikosti otvorů s plochým dnem, které se obvykle pohybují od FBH 2 mm do FBH 6 mm v závislosti na specifikaci
- Ověření chemického složení: Analýza pánve a produktu k potvrzení shody jakosti, často s přísnějšími limity zbytkových prvků, než vyžaduje základní norma
- Makro a mikro vyšetření: Leptání příčného řezu k odhalení toku zrna, segregace a vnitřní neporušenosti; metalografické vyšetření pro potvrzení velikosti zrna a mikrostruktury
Výkovky, které po tepelném zpracování neprojdou ultrazvukovým testováním, musí být sešrotovány nebo znovu zpracovány – neexistuje žádná možnost opravy vnitřních defektů v masivním výkovku. To činí výběr čistých, vakuově odplyněných ocelových předvalků a pečlivou kontrolu procesu během kování rozhodující pro dosažení přijatelné výtěžnosti, zejména u velkých výkovků z legované oceli pro energetické a obranné aplikace.